
Petro's ERL Superdeck 427 w/ Whipple 2.9L


 01-24-2018, 01:46 PM
01-24-2018, 01:46 PM
#262

Thanks yeah not hard work just time consuming
So close to being finished with the crankcase. All bolt holes and hard edges have been chamfered. With aluminum flexing and expanding so much the chamfer on the bolt holes will help prevent the studs pushing up on the edge creating a micro crack that turns macro...main caps seat properly...stop a burr from forming by the stud pushing on hard edge that could prevent the head gasket from doing its job etc etc
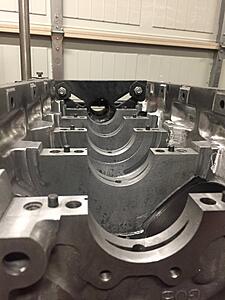
Porting front oil crossover....I�m softening the edges on all the oil passages

So close to being finished with the crankcase. All bolt holes and hard edges have been chamfered. With aluminum flexing and expanding so much the chamfer on the bolt holes will help prevent the studs pushing up on the edge creating a micro crack that turns macro...main caps seat properly...stop a burr from forming by the stud pushing on hard edge that could prevent the head gasket from doing its job etc etc

Porting front oil crossover....I�m softening the edges on all the oil passages
 01-25-2018, 03:36 AM
01-25-2018, 03:36 AM
#263

Time for a cleaning. Dude, you must really be bored. LOL
01-27-2018, 12:56 PM
#264
It’ll clean up easy with some ethylene glycol and hot soapy water. I’ve got more time than money and having fun tinkering around.
To keep the pistons cooler and compliment the thermal barrier on the crowns I ordered some poor man oil squirters.
Get’M Garage

To keep the pistons cooler and compliment the thermal barrier on the crowns I ordered some poor man oil squirters.
Get’M Garage

Last edited by Petraszewsky; 01-27-2018 at 01:19 PM.

 01-30-2018, 02:45 PM
01-30-2018, 02:45 PM
#266
Because hydrodynamic films are basically impossible to create between parallel flat surfaces. That’s one reason crank thrust bearing faces cannot support heavy loads. The fluid film is squeezed out of the annular contact. Now to file feed grooves to them. Some spiral or chevron grooves actually promote a inward (non leaking) hydrodynamic film to form.

Camshaft end play is roughly .003-.004”....within the spec of minimum and maximum of .001-.012”


Camshaft end play is roughly .003-.004”....within the spec of minimum and maximum of .001-.012”
 02-04-2018, 12:02 PM
02-04-2018, 12:02 PM
#267
Finally got around to coating the rest of the valvestems with Mircoslick. I had plenty of Mircoslick leftover so I blasted and coated the tops of the seats and bottoms of the titanium retainers.

Scroll down to page 16 and you can see the testing Cerakote did with their thermal barrier coatings. The C-186 Piston Coat I’m using performed well reducing temps by 81* with internal temps of 1706*. The V-171 Turbine Coat did even better in the testing. The turbine coat reduced temps by 185*!
http://www.nicindustries.com/images/...0Manual(2).pdf

Scroll down to page 16 and you can see the testing Cerakote did with their thermal barrier coatings. The C-186 Piston Coat I’m using performed well reducing temps by 81* with internal temps of 1706*. The V-171 Turbine Coat did even better in the testing. The turbine coat reduced temps by 185*!
http://www.nicindustries.com/images/...0Manual(2).pdf
Last edited by Petraszewsky; 02-04-2018 at 12:14 PM.
02-04-2018, 01:43 PM
#268
Great job on the bottom of the lifter bores. Its hard to believe a shop would send out a shortblock with jagged edges like that. WTF. I do cross my fingers for you when you put your engine together that all these film thicknesses don't stack up and cause problems. I know if I tried doing this, I'd **** myself hard.
02-04-2018, 03:23 PM
#270
Yeah I’ll be checking installed heights for the springs again. The valvestems fit smoothly as before. Working on finishing up smoothing and cc-img the chambers today so I can coat them when I get I chance. I’m also working on designing a “splitter” for the Whipple lower manifold. Started port matching and smoothing it already.
 02-11-2018, 10:01 AM
02-11-2018, 10:01 AM
#274
TECH Senior Member

 02-11-2018, 10:09 AM
02-11-2018, 10:09 AM
#276
The brick of coal your wife threw at your head for spending so much time and money on " its JUST an engine" lol
02-11-2018, 10:09 AM
#277
TECH Senior Member
02-14-2018, 11:20 AM
#279
The "Lady" who menstrate black gooooo. Sounds hot. LOL