

Follow along with an engine build @ Weber Racing Engines!!
 03-14-2008, 06:53 PM
03-14-2008, 06:53 PM
#21
Banned
Thread Starter
iTrader: (4)
Join Date: Jan 2007
Location: North Ridgeville, Ohio
Posts: 539
Likes: 0
Received 0 Likes
on
0 Posts
Derrick how ya been man? I was wondering if you ever got any results on your motor. Please keep us updated. We always like to know how our customers are doing!!

 03-14-2008, 08:43 PM
03-14-2008, 08:43 PM
#24
Man, seeing those pictures makes me wish I owned every machine in them. I'd be machining blocks for free just to play with my new toys and my wife would have to drag me in the house every night. This is a great thread and I'm really looking forward to seeing the rest of the process. Thanks for doing this!
03-14-2008, 08:48 PM
#25
TECH Apprentice
iTrader: (36)

Join Date: Feb 2004
Location: Wayne, MI
Posts: 377
Likes: 0
Received 0 Likes
on
0 Posts

Hey Leo, everything has been going great. I hope to have some good results later on this summer. I will definetly keep you posted. Once again thanks for everything.
03-14-2008, 09:50 PM
#26
Thanks for making this thread guys... it's VERY informative. I consider myself at an intermediate level with the technical sides of our cars, and threads like these not only show the pride and time taken into your product, but teaches us new things as well.
Subscribing...
Subscribing...

 03-18-2008, 09:02 PM
03-18-2008, 09:02 PM
#29
Banned
Thread Starter
iTrader: (4)
Join Date: Jan 2007
Location: North Ridgeville, Ohio
Posts: 539
Likes: 0
Received 0 Likes
on
0 Posts
Sorry for the delay everyone. We are having connectivity problems with the internet at the shop. We switched our voice over IP lines over the weekend and something was messed up. We should have this fixed by noon tomorrow. As soon as it is fixed I will be sure to update!
Thanks,
Leo
Thanks,
Leo
03-19-2008, 06:28 AM
#30
Maybe it'll be a father-son project in 4-5 years to swap out the motor in Daddy's car.
03-19-2008, 06:53 AM
#31
That might be true, but with a 14-month old, and another one due in 4 months, the last thing I have right now is free time to drive my car, much less work on it. My wife keeps reassuring me that it'll get better when they get a few years older.
Maybe it'll be a father-son project in 4-5 years to swap out the motor in Daddy's car.
Maybe it'll be a father-son project in 4-5 years to swap out the motor in Daddy's car.
It is good if they like it, but you never know. My daughter loves cars, but she does not like getting dirty. Typical girl, I guess.
03-19-2008, 03:13 PM
#32
Banned
Thread Starter
iTrader: (4)
Join Date: Jan 2007
Location: North Ridgeville, Ohio
Posts: 539
Likes: 0
Received 0 Likes
on
0 Posts
Sorry for the delay everyone. We finally got our internet back and running better than ever. For the past 2 days the download rate was only 38 kbps. I guess we are getting spoiled with high speed. The uploads of the pictures was near impossible so I was not able to update the thread. But nonetheless here we are.
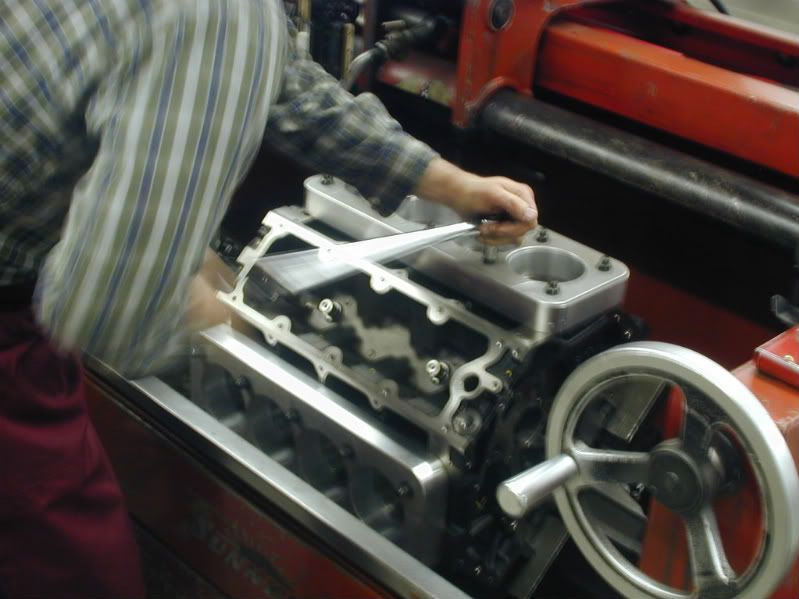
After the block comes out of the align hone it is taken over to the Sunnen Cylinder Hone. Usually the block would come to the cylinder hone first but we had a job setup over there that changed the flow of things a little bit.
Here is a picture of Greg setting the block in the honing machine:

After the block is secure in the hone, head studs are installed and the torque plates are installed and torqued:



After the torque plates are installed the bores are checked for size. We use the same type of dial bore gauge that was used on the mains. I was pretty busy and running back and forth so I did not get a picture of Greg measuring the bores.
Here is the bore with the torque plate installed and the finish before we hone the bore:

Here is Greg running the hone through the cylinder:


Now the ring finish and final product after the honing process is complete:
Now that the machining to the block is complete it will go over and get in line to be jet washed, dried and bagged to await assembly.
We are still waiting for the pistons and at the last minute changed to a solid roller camshaft. So we had to change the order in the heads. The guys at TEA are getting the heads done and we should have them when the custom pistons arrive in the first week of April.
Once the crankshaft, connecting rods and pistons are here I will be showing how the rotating assembly is balanced. After everything is balanced it is on to the assembly room where we end up with a completed engine. So STAY TUNED and please feel free to keep posting.pming/emailing your questions, comments and quote requests!
Thanks,
Leo
After the block comes out of the align hone it is taken over to the Sunnen Cylinder Hone. Usually the block would come to the cylinder hone first but we had a job setup over there that changed the flow of things a little bit.
Here is a picture of Greg setting the block in the honing machine:
After the block is secure in the hone, head studs are installed and the torque plates are installed and torqued:
After the torque plates are installed the bores are checked for size. We use the same type of dial bore gauge that was used on the mains. I was pretty busy and running back and forth so I did not get a picture of Greg measuring the bores.
Here is the bore with the torque plate installed and the finish before we hone the bore:
Here is Greg running the hone through the cylinder:
Now the ring finish and final product after the honing process is complete:
Now that the machining to the block is complete it will go over and get in line to be jet washed, dried and bagged to await assembly.
We are still waiting for the pistons and at the last minute changed to a solid roller camshaft. So we had to change the order in the heads. The guys at TEA are getting the heads done and we should have them when the custom pistons arrive in the first week of April.
Once the crankshaft, connecting rods and pistons are here I will be showing how the rotating assembly is balanced. After everything is balanced it is on to the assembly room where we end up with a completed engine. So STAY TUNED and please feel free to keep posting.pming/emailing your questions, comments and quote requests!
Thanks,
Leo

 03-20-2008, 12:25 AM
03-20-2008, 12:25 AM
#35
12 Second Club
iTrader: (16)
Join Date: Jul 2006
Location: buffalo new york
Posts: 176
Likes: 0
Received 0 Likes
on
0 Posts
is that a manual hone machine?!?!? Those things are fantastic and give you a great feel for the work you are doing. I liked using that over a mechanical one anyday. :tup: to great photos and documentary of a well built engine and business.
03-20-2008, 03:26 AM
#36
FormerVendor
It is nice to see a thread like Webers here detailing all the work they put into a product like this as most people don't know what really goes into it at all.
03-20-2008, 10:36 AM
#37
Banned
Thread Starter
iTrader: (4)
Join Date: Jan 2007
Location: North Ridgeville, Ohio
Posts: 539
Likes: 0
Received 0 Likes
on
0 Posts
Thanks for summing all that up and answering for me Erik and thanks for the kind words. It really does mean a lot coming from a well respected engine builder as yourself!
We really do pride ourselves in top of the line machining equipment. However we do still have the ol' boring bar and the Sunnen AN hone laying in the back. Actually.... the boring bar is up on ebay I believe!
For those who dont know what a boring bar is, heres a pic for ya:

Here is a picture of the old block master that was used at one time (long ago) for decking blocks and cylinder heads:

Both of those have been replaced with the RMC V30 CNC machine:

This is a much more precise and efficient way of doing things. It also gives up ability to do things like install cylinder sleeves, drill and tap for 1/2 head studs at almost a touch of a button, install lifter bushings, and cut o-ring grooves.
We really do pride ourselves in top of the line machining equipment. However we do still have the ol' boring bar and the Sunnen AN hone laying in the back. Actually.... the boring bar is up on ebay I believe!
For those who dont know what a boring bar is, heres a pic for ya:
Here is a picture of the old block master that was used at one time (long ago) for decking blocks and cylinder heads:
Both of those have been replaced with the RMC V30 CNC machine:
This is a much more precise and efficient way of doing things. It also gives up ability to do things like install cylinder sleeves, drill and tap for 1/2 head studs at almost a touch of a button, install lifter bushings, and cut o-ring grooves.

