When you click on links to various merchants on this site and make a purchase, this can result in this site earning a commission. Affiliate programs and affiliations include, but are not limited to, the eBay Partner Network.
Yes some factory heads look just like the pics above. U can take some sand paper on a block of wood and clean them up if u choose. Ive ran them before as is without issues.
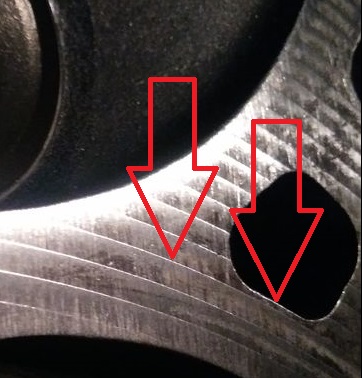
notice how you see the exact same reflection in both of these places even though one is a hole and the other is supposedly a smooth surface? That's because there's a hard edge in both of these spots. This is a tell-tale sign that there's a mis-match in one of the inserts.
this is what a typical cutter looks like on an engine mill. It's a large diameter tool - upwards of 12" - and it has a ton of inserts. All of these inserts need to be set within a "tenth" or so to make sure the finish comes out smooth. And when i say tenth, that means ten-thousandth of an inch - four places over. One of the inserts on that cutter was clearly kicked out of place and was leaving that heavy swipe. That may only be a few tenths deep, but that's more than enough to leak everything, especially compression. A surface that's wavy by a few tenths will seal, but sharp corners like that most certainly will not.
I'm a tool and die maker and have built a lot of engines. Wow that head looks like ****. How can they charge money for that? There are witness marks everywhere. That's good for you though he could not have done any deep cutting no more than .001 if at all as mentioned from the look of it. So they probably are still pretty flat. On most mls gaskets there is a surface quality numbers listed on the package or a sticker or at least you can get it from there web site. If the shop you bring them to does not know this walk away. You should be fine. Good luck next time. . Oh and tell them to debur the sharp combustion chamber edges with some 1000 grit sand paper. A sharp edge can get hot enough to cause pre ignition.
okay thats good to kno.. So i wouldnt have a major change in things an wouldnt need the whole ptv clearance check?
Since you said you can feel the grooves, do not install those as they are. You can shave off .001" - .005" (however deep the damage is) and still have plenty of ptv clearance, unless you're running a larger cam. If you did install a different cam then you'd have to check that anyway.
As others have said that was cut with a rotary broach, like a Van Norman. On aluminium they are not idea and will not produce a proper cut if they inserts are not sharpened. It is possible to make good cuts with them but it takes a ton of time to set them up correctly. I have also never see a feed rate that produced lines that far apart.
If you have a choice a CBN cutter like a DCM will produce a better cut will far less setup time. I would question any shop that makes cuts on heads that don't have any purpose. Rotary broach
CBN
Blockmaster
Boring bar
Sunnen CV-20 Honing machine
BHJ torque plate.
I wouldn't use a machine shop if they didn't have a Blockmaster and a good hone machine used with a torque plate.
I'm a tool and die maker and have built a lot of engines. Wow that head looks like ****. How can they charge money for that? There are witness marks everywhere. That's good for you though he could not have done any deep cutting no more than .001 if at all as mentioned from the look of it. So they probably are still pretty flat. On most mls gaskets there is a surface quality numbers listed on the package or a sticker or at least you can get it from there web site. If the shop you bring them to does not know this walk away. You should be fine. Good luck next time. . Oh and tell them to debur the sharp combustion chamber edges with some 1000 grit sand paper. A sharp edge can get hot enough to cause pre ignition.
h
He stated that these are factory an come likethis..He also stated that he did a surface check an not a resurface job..
If they were mine I'd pay the 150 bucks to have an actual surface job done. I certainly wouldn't feel comfortable about putting those on, provided that later if you run into problems, that will remain the question mark in the back of your mind, even if they are fine. It's just not something worth the risk. So in addition to deburring the edges of the chambers I'd have them decked down a few thousandths. It won't hurt anything, or effect ptv or anything else really other than a very minor compression bump, but again not enough to even notice. Personally I always get aluminum heads resurfaced since they are prone to warping with heat. Even if it's only .001" I have taken off, it gives me peace of mind knowing that they are not going to cause problems.
Gas Monkey Built a 6-Wheel Ferrari Testarossa With a Corvette LT4 Engine
Slideshow: The controversial Ferrari F6 swaps its original flat-12 for a Corvette Z06-derived LT4 V8 and sends power to four rear wheels through a custom-built drivetrain.
7 Most Reliable High-Performance Engines GM Has Ever Built
Slideshow:These GM engines didn't just make huge power, they survived abuse, boost, track days, and six-digit mileage with a reputation for refusing to quit.
6 Common C5 Corvette Failures and What's Involved In Repairing Them
Slideshow: From wobbling harmonic balancers to failed EBCMs, these are the issues that define long-term C5 ownership and what repairs typically involve.
Retro Modern Bandit Pontiac Trans AM Comes With Burt Reynolds' Autograph
Slideshow: A modern Camaro transformed into a retro icon, this limited-run "Bandit" build blends nostalgia with brute force in a way few revivals manage.
Top 10 Greatest Cadillac V Series Performance Models Ever, Ranked
Slideshow: Cadillac didn't just crash the high-performance luxury vehicle party, it showed up loud, supercharged, and occasionally a little unhinged...















 . Oh and tell them to debur the sharp combustion chamber edges with some 1000 grit sand paper. A sharp edge can get hot enough to cause pre ignition.
. Oh and tell them to debur the sharp combustion chamber edges with some 1000 grit sand paper. A sharp edge can get hot enough to cause pre ignition.