















Post your best welds!

Teching In
Joined: Mar 2008
Posts: 2
Likes: 0
Very nice looking work. Probably the best example is the Ti weld. Looks like it might have been a little better if a trailing cup were used (I may be wrong but looks like a little trash in there, usually get that when the Ti cools without purge, so you use a trailing cup).
And I see some can walk the cup. Very nice freehand stuff too, assuming nobody cheated and dry washed!
One note. Per AWS, 6G is a position using pipe. It is a butt weld on a fixed 45. Most around here cut coupons ~1 foot long, prep the joint, tack one to a fixture on a 45, tack the other coupon to the fixed one, then weld it out. It is used to qualify welders and is not limited to stick. It can be other processes like TIG.
Welders are the most tested craft out there in the PetroChem industry. They test to prove they can weld then have a minimum of 5% of their work tested after they have passed the test. (assuming they work on fixed equipment - tanks, pressure vessels, pipe).
In another life, I worked as a millwright, then as a welder. Then I decided to try working on the other side. I would be the guy that pisses welders off, especially when they didn't do something right.
And I see some can walk the cup. Very nice freehand stuff too, assuming nobody cheated and dry washed!
One note. Per AWS, 6G is a position using pipe. It is a butt weld on a fixed 45. Most around here cut coupons ~1 foot long, prep the joint, tack one to a fixture on a 45, tack the other coupon to the fixed one, then weld it out. It is used to qualify welders and is not limited to stick. It can be other processes like TIG.
Welders are the most tested craft out there in the PetroChem industry. They test to prove they can weld then have a minimum of 5% of their work tested after they have passed the test. (assuming they work on fixed equipment - tanks, pressure vessels, pipe).
In another life, I worked as a millwright, then as a welder. Then I decided to try working on the other side. I would be the guy that pisses welders off, especially when they didn't do something right.

Teching In
Joined: Dec 2012
Posts: 25
Likes: 0
From: Langdon,AB
LS1 Tech Stories
The Best V8 Stories One Small Block at Time

Gas Monkey Built a 6-Wheel Ferrari Testarossa With a Corvette LT4 Engine
Verdad Gallardo
7 Most Reliable High-Performance Engines GM Has Ever Built
Verdad Gallardo
Amazing '71 Camaro Restomod Is Modern Muscle Car Under the Skin
Verdad Gallardo
6 Common C5 Corvette Failures and What's Involved In Repairing Them
Pouria Savadkouei
Retro Modern Bandit Pontiac Trans AM Comes With Burt Reynolds' Autograph
Verdad Gallardo
Top 10 Greatest Cadillac V Series Performance Models Ever, Ranked
Pouria Savadkouei
Top 10 Most Powerful Chevy Trucks Ever Made!

Hennessey's New Supercharged Silverado ZR2 Has 700 HP
Verdad Gallardo
Coachbuilt N2A Anteros Is an LS2-Powered C6 Corvette In Italian Clothes
Verdad Gallardo

 [/URL]
[/URL] Some great craftsmanship in here. One thing I have noticed is probably too much heat, too fast TS, or not enough wire on some of these welds. The concavity/throat under fill and undercut will lead to weld cracking on some applications. No reason to run that much heat input on such thin material. If you wanted penetration, TIG wouldn't be the first choice anyways. I'm being nit picky  all welds look impressive.
all welds look impressive.
all welds look impressive. 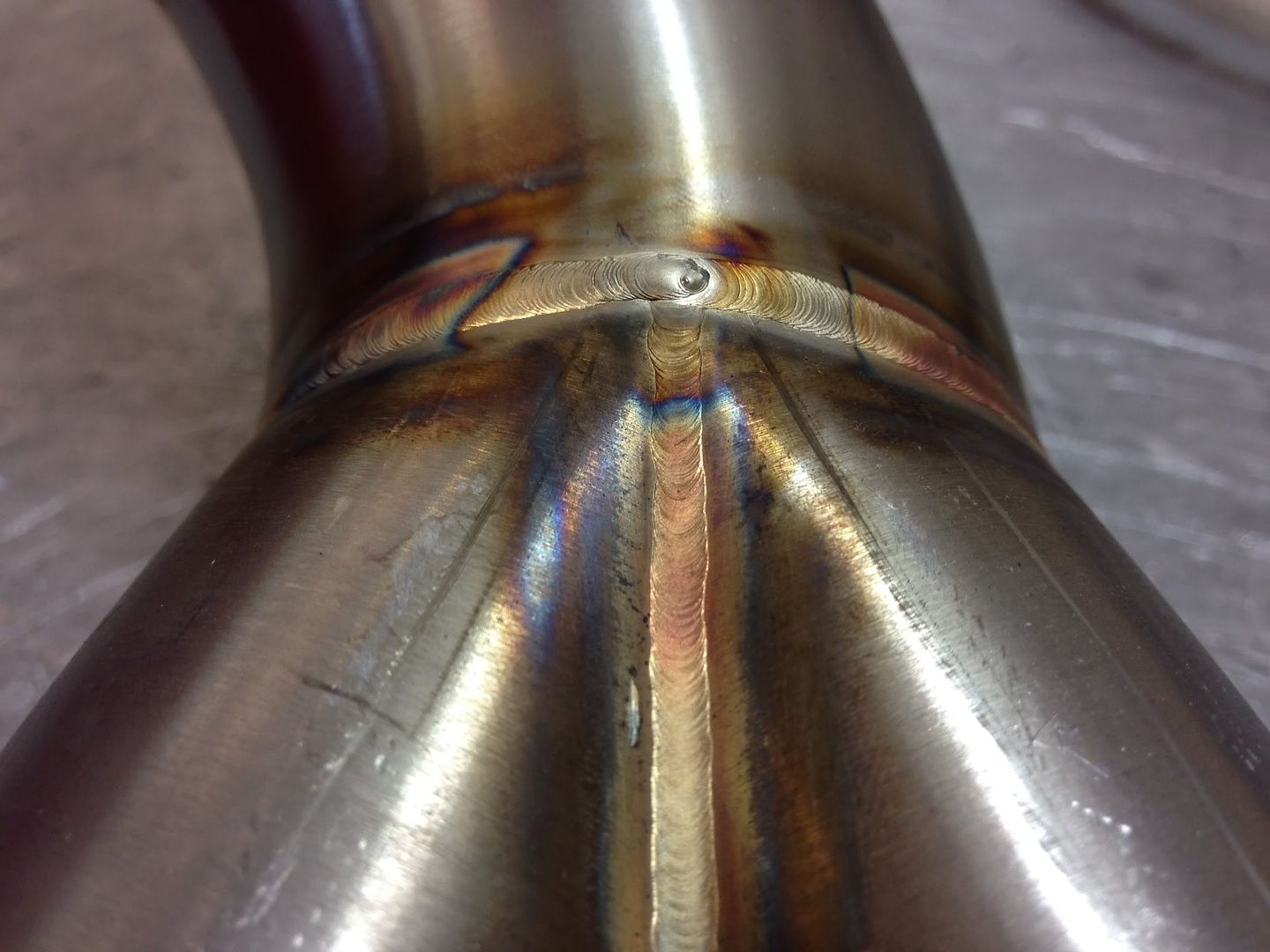













Teching In
Joined: Dec 2012
Posts: 25
Likes: 0
From: Langdon,AB
Very nice looking work. Probably the best example is the Ti weld. Looks like it might have been a little better if a trailing cup were used (I may be wrong but looks like a little trash in there, usually get that when the Ti cools without purge, so you use a trailing cup).
And I see some can walk the cup. Very nice freehand stuff too, assuming nobody cheated and dry washed!
One note. Per AWS, 6G is a position using pipe. It is a butt weld on a fixed 45. Most around here cut coupons ~1 foot long, prep the joint, tack one to a fixture on a 45, tack the other coupon to the fixed one, then weld it out. It is used to qualify welders and is not limited to stick. It can be other processes like TIG.
Welders are the most tested craft out there in the PetroChem industry. They test to prove they can weld then have a minimum of 5% of their work tested after they have passed the test. (assuming they work on fixed equipment - tanks, pressure vessels, pipe).
In another life, I worked as a millwright, then as a welder. Then I decided to try working on the other side. I would be the guy that pisses welders off, especially when they didn't do something right.
And I see some can walk the cup. Very nice freehand stuff too, assuming nobody cheated and dry washed!
One note. Per AWS, 6G is a position using pipe. It is a butt weld on a fixed 45. Most around here cut coupons ~1 foot long, prep the joint, tack one to a fixture on a 45, tack the other coupon to the fixed one, then weld it out. It is used to qualify welders and is not limited to stick. It can be other processes like TIG.
Welders are the most tested craft out there in the PetroChem industry. They test to prove they can weld then have a minimum of 5% of their work tested after they have passed the test. (assuming they work on fixed equipment - tanks, pressure vessels, pipe).
In another life, I worked as a millwright, then as a welder. Then I decided to try working on the other side. I would be the guy that pisses welders off, especially when they didn't do something right.
Welding is the most tested trade, no doubt. If you can't handle pressure, it's not a good choice.
I'll post a few more pics shortly.