
RX7/forged 370/TC78












 03-06-2015, 02:49 PM
03-06-2015, 02:49 PM
#267
TECH Resident

Join Date: Oct 2009
Location: Michigan
Posts: 793
Likes: 0
Received 0 Likes
on
0 Posts
 03-07-2015, 08:10 AM
03-07-2015, 08:10 AM
#268
I had someone look and when i strike an arc and start i come in around 100amps and taper down and hold around 80-85amps once running.
Is there a certain issue you may be having? i can try to help and give a couple pointers if you want, i learn new stuff everytime i strike an arc
03-07-2015, 09:27 AM
#269
TECH Resident
Join Date: Oct 2009
Location: Michigan
Posts: 793
Likes: 0
Received 0 Likes
on
0 Posts
Thanks!
Last time I was doing a little welding I finally was making some decent looking beads, and it turns out I had the settings pretty similar to yours I guess. I was just wondering if I was in the ball park. Sounds like yes!
Minor difference, I was using a 3/32" 2% lanthanated, ground to a point, and with 30% AC balance (30% cleaning) on my Chinese inverter it was working well. I was running about 95 amps max with no pulse, and I think I was welding in the 80s a lot. 3/32" 4043 filler, jamming more of it in there than I was previously when I was having trouble making a decent bead.
I think you are probably running a bit more cleaning action in your balance than I am? Also, I was going through argon so fast with the little bottle I have that I ended up running as low as 8cfh through a #7 gas lens, and it seemed ok. Have you ever run it low to try and save some argon?
I appreciate the offer, and if I run into anything where it isn't just my pure ineptitude causing the problem, I will certainly ask. Thanks again!
Last time I was doing a little welding I finally was making some decent looking beads, and it turns out I had the settings pretty similar to yours I guess. I was just wondering if I was in the ball park. Sounds like yes!
Minor difference, I was using a 3/32" 2% lanthanated, ground to a point, and with 30% AC balance (30% cleaning) on my Chinese inverter it was working well. I was running about 95 amps max with no pulse, and I think I was welding in the 80s a lot. 3/32" 4043 filler, jamming more of it in there than I was previously when I was having trouble making a decent bead.
I think you are probably running a bit more cleaning action in your balance than I am? Also, I was going through argon so fast with the little bottle I have that I ended up running as low as 8cfh through a #7 gas lens, and it seemed ok. Have you ever run it low to try and save some argon?
I appreciate the offer, and if I run into anything where it isn't just my pure ineptitude causing the problem, I will certainly ask. Thanks again!
03-08-2015, 06:27 PM
#270
haha, i run a Lincoln precision TIG 225, it is just a plain transformer machine, hence why i use pure tungsten with a small ball
only time i play with the AC balance is when i weld cast and i need alot of cleaning, otherwise i leave it in auto so i cant tell your where it is as it is always changing, you can tell it is. but seems to work well
i run a huge cylinder and around 20 cfh gas flow, as it is rather cheap here. the gas lens makes a big difference as you have seen im sure
For welding on thin tubing ill share what i have found, some is what you have just said
i think many people run too fast and too cold on it, giving you that cold lap at the edges and an irregular and tall bead
run slow, and introduce quite a bit of filler, the filler controls the heat for you
hold the electrode a ways off the tube, this allows for a more consistent width and gives good coverage of gas.
many just dip, dip, dip, and moving constantly
i find that dont just dip, introduce around a half inch of filler into the puddle... then move electrode forward, introduce half inch of filler and then move electrode....ect
it is going to seem like it is way too hot and sagging inside, but it wont, as soon as you introduce the filler it will absorb a ton of heat and control it
also dont pull the filler out too far.... far enough it isnt burning off, but close enough the tip stays in the shielding gas all the time
sorry for the rambling, just share if maybe it will help someone
only time i play with the AC balance is when i weld cast and i need alot of cleaning, otherwise i leave it in auto so i cant tell your where it is as it is always changing, you can tell it is. but seems to work well
i run a huge cylinder and around 20 cfh gas flow, as it is rather cheap here. the gas lens makes a big difference as you have seen im sure
For welding on thin tubing ill share what i have found, some is what you have just said
i think many people run too fast and too cold on it, giving you that cold lap at the edges and an irregular and tall bead
run slow, and introduce quite a bit of filler, the filler controls the heat for you
hold the electrode a ways off the tube, this allows for a more consistent width and gives good coverage of gas.
many just dip, dip, dip, and moving constantly
i find that dont just dip, introduce around a half inch of filler into the puddle... then move electrode forward, introduce half inch of filler and then move electrode....ect
it is going to seem like it is way too hot and sagging inside, but it wont, as soon as you introduce the filler it will absorb a ton of heat and control it
also dont pull the filler out too far.... far enough it isnt burning off, but close enough the tip stays in the shielding gas all the time
sorry for the rambling, just share if maybe it will help someone
Thanks!
Last time I was doing a little welding I finally was making some decent looking beads, and it turns out I had the settings pretty similar to yours I guess. I was just wondering if I was in the ball park. Sounds like yes!
Minor difference, I was using a 3/32" 2% lanthanated, ground to a point, and with 30% AC balance (30% cleaning) on my Chinese inverter it was working well. I was running about 95 amps max with no pulse, and I think I was welding in the 80s a lot. 3/32" 4043 filler, jamming more of it in there than I was previously when I was having trouble making a decent bead.
I think you are probably running a bit more cleaning action in your balance than I am? Also, I was going through argon so fast with the little bottle I have that I ended up running as low as 8cfh through a #7 gas lens, and it seemed ok. Have you ever run it low to try and save some argon?
I appreciate the offer, and if I run into anything where it isn't just my pure ineptitude causing the problem, I will certainly ask. Thanks again!
Last time I was doing a little welding I finally was making some decent looking beads, and it turns out I had the settings pretty similar to yours I guess. I was just wondering if I was in the ball park. Sounds like yes!
Minor difference, I was using a 3/32" 2% lanthanated, ground to a point, and with 30% AC balance (30% cleaning) on my Chinese inverter it was working well. I was running about 95 amps max with no pulse, and I think I was welding in the 80s a lot. 3/32" 4043 filler, jamming more of it in there than I was previously when I was having trouble making a decent bead.
I think you are probably running a bit more cleaning action in your balance than I am? Also, I was going through argon so fast with the little bottle I have that I ended up running as low as 8cfh through a #7 gas lens, and it seemed ok. Have you ever run it low to try and save some argon?
I appreciate the offer, and if I run into anything where it isn't just my pure ineptitude causing the problem, I will certainly ask. Thanks again!










 04-11-2015, 08:51 AM
04-11-2015, 08:51 AM
#275
TECH Resident
Join Date: Oct 2009
Location: Michigan
Posts: 793
Likes: 0
Received 0 Likes
on
0 Posts
Looks great!
And by the way, thanks for the tips on tigging aluminum--just using a little longer arc length and letting the arc cone out helped quite a bit. Also the concept of cooling the puddle with the filler helped out a lot!
What size filler do you usually use, and I assume it's 4043?
And by the way, thanks for the tips on tigging aluminum--just using a little longer arc length and letting the arc cone out helped quite a bit. Also the concept of cooling the puddle with the filler helped out a lot!
What size filler do you usually use, and I assume it's 4043?
05-01-2015, 09:17 AM
#276

You bought the connectors for the Holley setup and made your own wiring harness? I pretty much did the same with a stock harness bc I couldn't get a gutted stock harness to "fit" the way I wanted it to. I'm going to Holley as well and would actually rather build my own harness, where did you get the connectors? Do you have part numbers? Car is pretty freaking sweet, can't wait to see the next step!!
05-07-2015, 08:32 AM
#278
I just had an update to post here now
I got the intake done. Its ready for boost. Nervous/curious how it will work


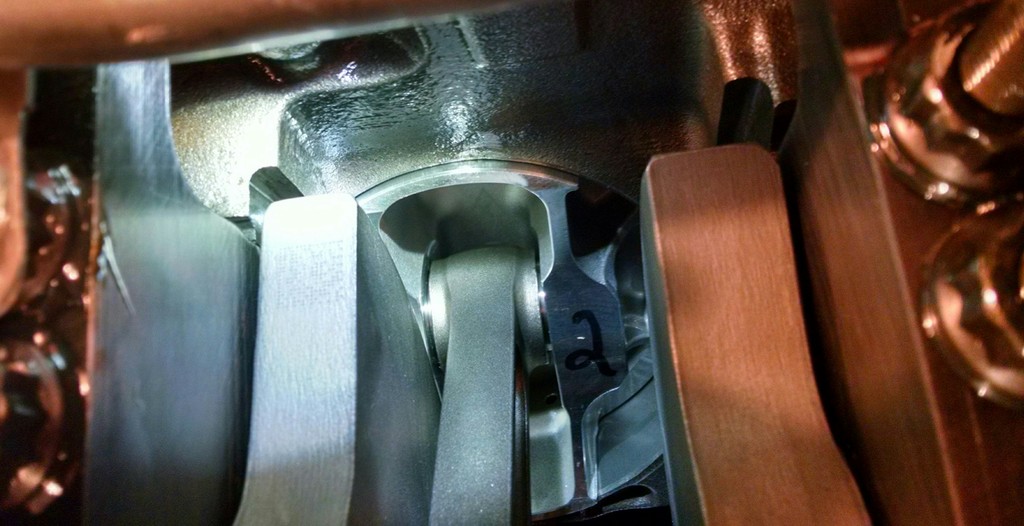
Motor is done and in possession
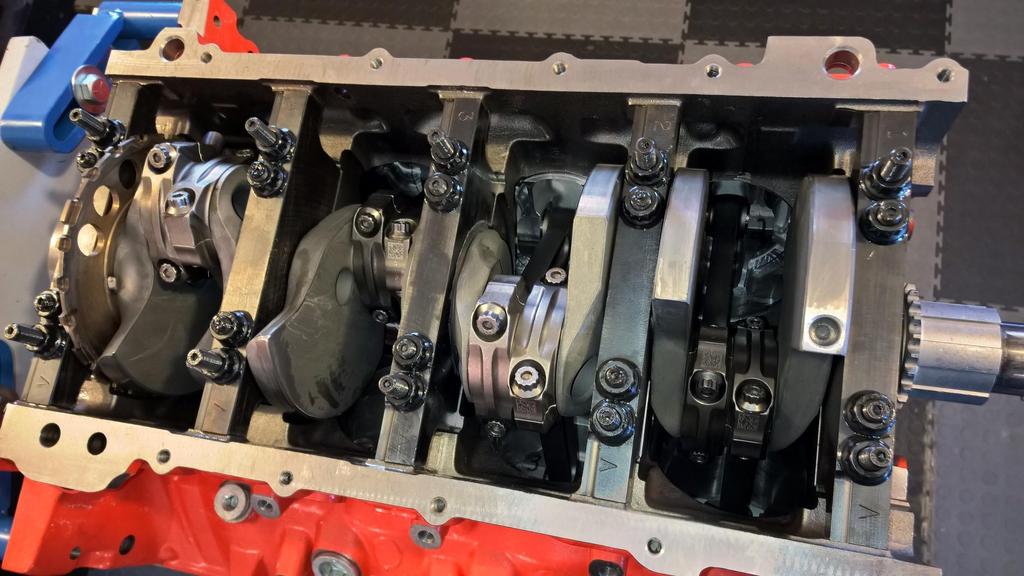

Short stroke in longer cylinders ftw. Piston is at BDC here
And the orange wasn't doing it so had to make it a stock 5.3

I got the intake done. Its ready for boost. Nervous/curious how it will work


Motor is done and in possession


Short stroke in longer cylinders ftw. Piston is at BDC here

And the orange wasn't doing it so had to make it a stock 5.3
 05-07-2015, 01:50 PM
05-07-2015, 01:50 PM
#279
