

Flycutting Tools




Put a little oil on the piston face and valves so the clay wont stick.
I cut the clay in the middle and used a micrometer to measure the thickness.
Nice to see this thread is still helping people out.
R/
Frat

I am kinda pushed for time, so I need to know whether I would need to flycut, so that I can get the cutters before I start.
It is stock LS2 with stock heads, head gaskets and valves. Cam specs:
239/254 605/612 114 LSA COMP
7.4 pushrods.
Thanx in advance
Rian
It is stock LS2 with stock heads, head gaskets and valves. Cam specs:
239/254 605/612 114 LSA COMP
7.4 pushrods.
Thanx in advance
Rian

Back from the dead! This thread JUST won't die, will it? 
I just wanted to add that when you use the 'clay method' of checking PTV clearance, you need to have a SOLID lifter. I built 2 of them using parts from a few others, but you will not get a true reading if you just use regular old stock type lifters.
I just wanted to add that when you use the 'clay method' of checking PTV clearance, you need to have a SOLID lifter. I built 2 of them using parts from a few others, but you will not get a true reading if you just use regular old stock type lifters.

Thread Starter
TECH Addict
iTrader: (11)
Joined: Jun 2003
Posts: 2,215
Likes: 19
From: Arlington, Tx
Back from the dead! This thread JUST won't die, will it?
I just wanted to add that when you use the 'clay method' of checking PTV clearance, you need to have a SOLID lifter. I built 2 of them using parts from a few others, but you will not get a true reading if you just use regular old stock type lifters.
I just wanted to add that when you use the 'clay method' of checking PTV clearance, you need to have a SOLID lifter. I built 2 of them using parts from a few others, but you will not get a true reading if you just use regular old stock type lifters.

Agree on the lifters, this is exactly what I did; great use for old lifters!
yeah, I bought a set of old stockers from someone and dissasembled them, cleaned them, filled them with epoxy and reassembled before it setup. now there perfect solid test lifters.
got some extra's if anyone needs some for cheap. $20 set plus shipping. same ones for LT1 eng.s too.
got some extra's if anyone needs some for cheap. $20 set plus shipping. same ones for LT1 eng.s too.
I made my only cutters with stock valves, welding a bead around them and turing them back sqare to the size needed. Works ok, they don't center cut,good, and clogged up. So have to switch to a stock valve with 60-80grit to center cut the notch. But for cutting fluts and the cuting face and backcuts, free hand with a cutof wheel I can;t complain.




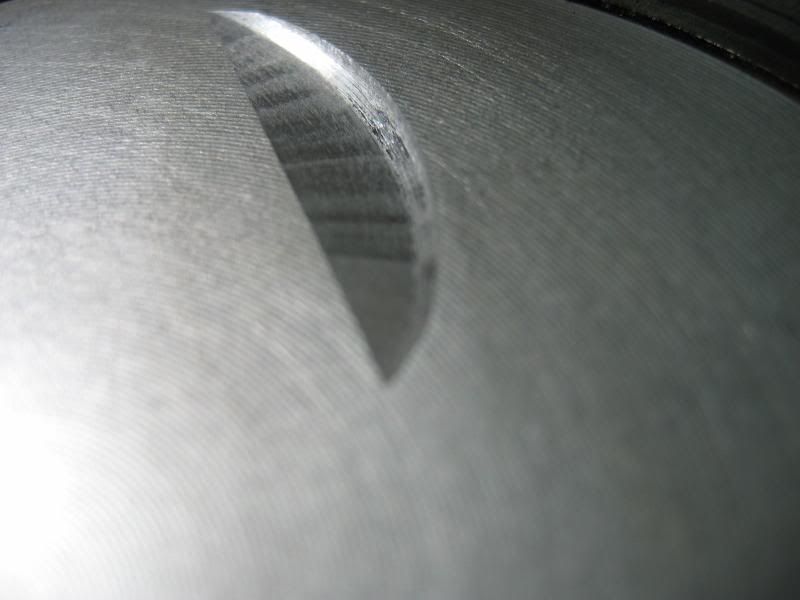
Here are some more pics of cutting done with the Lindy tool. I used the same tool Aaron started this thread on. The guy Dave there is great and the cutter's quality and precision is excellent. I am very pleased with the results. I may take a sanding disc and very lightly smooth the chatter markings off the face of the cut because I am picky LOL. The radius built into the tool leaves a nice smooth transition on the inside edge as you can see. These were .060 deep. I'd like to thank Aaron for recommending this company. The only catch I came across was when setting the depth with the collar was you need to pay special attention to the tools orietation on the piston surface. You must be sure the cutting flute is only portion of the tool contacting the piston when setting the depth collar. It is possible for the tool to sit on the piston "between" the flutes and this brings the tool closer to the piston. This would result in a deeper cut than desired so I marked the tools stem to make orientating it easier.


Thread Starter
TECH Addict
iTrader: (11)
Joined: Jun 2003
Posts: 2,215
Likes: 19
From: Arlington, Tx
They look great, John. The wavy looking chatter marks look much worse in the picture than they really are.
You are correct about indexing a flute on the piston top because, as you state, it can sit between flutes. I did the same and put a mark on the top of the cutter stem to mark flute direction. Thanks for mentioning this.
TTT for those looking at flycutting tools.
You are correct about indexing a flute on the piston top because, as you state, it can sit between flutes. I did the same and put a mark on the top of the cutter stem to mark flute direction. Thanks for mentioning this.
TTT for those looking at flycutting tools.

What size cutters would be needed for 2.02 and 1.57 valves? I assume you would want to oversize the cutters a small amount?
Oh and by the way Im looking to buy or borrow a set of these if anyone is game.
Oh and by the way Im looking to buy or borrow a set of these if anyone is game.
This is a neat tool. I may have to do this myself versus paying a machine shop to do it. I wonder how much a machine shop would charge?
Why do you need to use a solid lifter when testing PTV using the clay method? Is it because the stock lifters will compress down or something giving a false clearance or what? I dont know too much about pushrod LSx's
JFM-jr your pistons are winking at me, I dont know how to accept that...
Why do you need to use a solid lifter when testing PTV using the clay method? Is it because the stock lifters will compress down or something giving a false clearance or what? I dont know too much about pushrod LSx's
JFM-jr your pistons are winking at me, I dont know how to accept that...

Thread Starter
TECH Addict
iTrader: (11)
Joined: Jun 2003
Posts: 2,215
Likes: 19
From: Arlington, Tx





 thanks for the post
thanks for the post