Welding V Bands To Truck Manifolds?









 03-09-2011, 11:35 AM
03-09-2011, 11:35 AM
#65
Launching!
iTrader: (5)

Join Date: Mar 2004
Location: Chippewa Falls, WI
Posts: 292
Likes: 0
Received 0 Likes
on
0 Posts

Just burned mine in couple nights ago. Mig 175 unit, SS wire 100% argon, no preheat, not the best looking welds but good penetration and no cracking. The welds will get prepped before coating. I wish I could have tig'd it but gotta make do with what i had.

 03-10-2011, 10:20 AM
03-10-2011, 10:20 AM
#70
Is anyone using gaskets of any kind in between the v-band flanges? Like soft copper or aluminum? Does anyone have any probs getting them to seal perfect? I was thinking laser cutting some thin washer looking type gaskets out of aluminum to stick between them. Or I wonder if a little silicone on them work??
 03-10-2011, 12:39 PM
03-10-2011, 12:39 PM
#72
Is anyone using gaskets of any kind in between the v-band flanges? Like soft copper or aluminum? Does anyone have any probs getting them to seal perfect? I was thinking laser cutting some thin washer looking type gaskets out of aluminum to stick between them. Or I wonder if a little silicone on them work??
03-16-2011, 12:18 AM
#73
Staging Lane

I just finished my first manifold and it went great. I put it in the oven at 500 degrees for 20 min, tacked on the flange, hit it with the torch for a min or so to get it nice and hot and welded it inside and out with my flux core Lincoln 110 mig box, no gas or tig or anything. Hit it a few times with a hammer and it held just fine. It is cooling in the oven as i write this. On to the other side now! Guys if you are wondering about this, just do it! I am not a pro welder by any means, take your time and it will go fine. 
The following users liked this post:
Homer_Simpson (05-30-2023)
03-17-2011, 01:36 PM
#74
From my build thread...
After running a couple test beds on the flange hole tabs I cut off, it seemed like the cast "iron" was pretty accepting of being welded cold, hopefully, so I got it all set up and ready for a couple test tacks without preheat (just decided to try out of curiosity)...
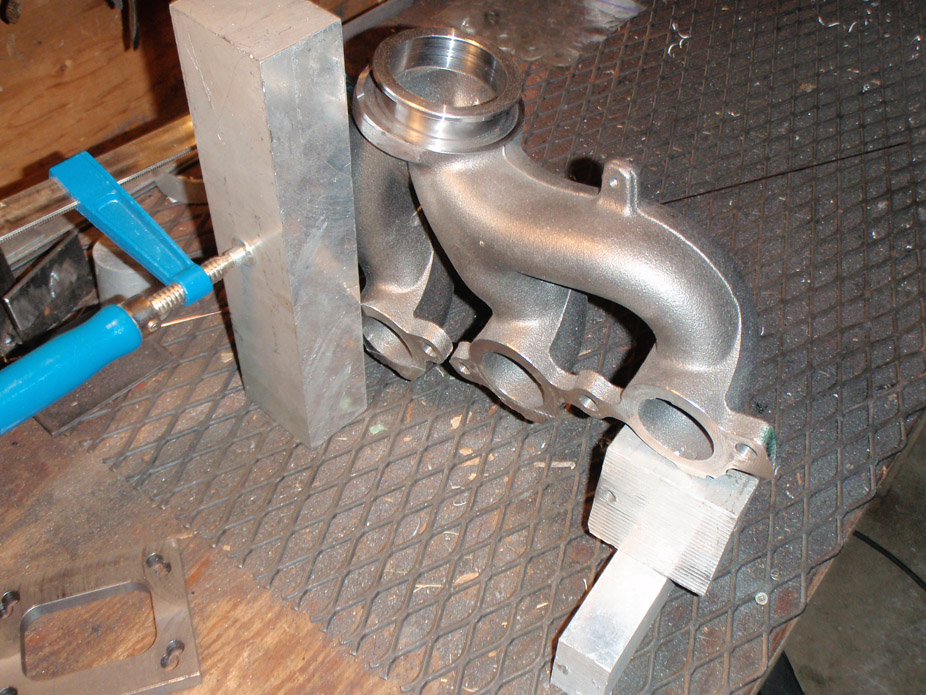
Heat was pretty good, was putting in about 75 amps without burning thru the vband flange, took my time working the area with the arc at 1/2 pedal before going all in and making a puddle for the filler. It doesn't look it in this picture but the manifold material was definitely molten as I was adding filler so there was for sure enough heat going into the cast iron...
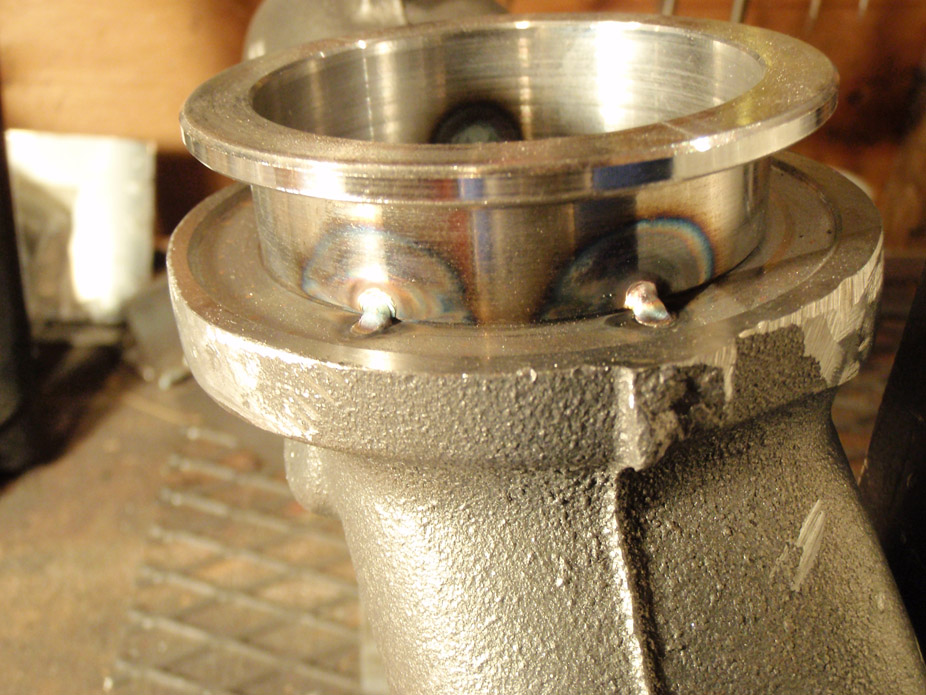
All of a sudden as I was taking a break I started hearing a ticking sound, and sure enough I inspect a tack weld on the opposite side of the flange to the two shown above...

Guess I do need pre & post heat?
The vband flange was HOT but the manifold not so much, only in the area immediately around the tack... is it possible that the cast iron was soaking up all of the heat from that tack and causing it to cool too quickly = brittle tack?
I'm also thinking maybe the thermal expansion rates of the cast iron & steel are different enough to cause stress in the vband flange and break that tack? Although I would've thought that they'd both have similar cooling rates...
I tried tacking again but this time with pre & post heating with a butane torch for a couple minutes pre & post tack, it took longer to happen but sure enough the ticking sound started and I got a tack to crack.
Maybe shitty filler rod too? I don't even know the alloy of the rod, it was just generic "mild steel" filler that I picked up in a hurry at the local tool shed.
Heat was pretty good, was putting in about 75 amps without burning thru the vband flange, took my time working the area with the arc at 1/2 pedal before going all in and making a puddle for the filler. It doesn't look it in this picture but the manifold material was definitely molten as I was adding filler so there was for sure enough heat going into the cast iron...
All of a sudden as I was taking a break I started hearing a ticking sound, and sure enough I inspect a tack weld on the opposite side of the flange to the two shown above...
Guess I do need pre & post heat?
The vband flange was HOT but the manifold not so much, only in the area immediately around the tack... is it possible that the cast iron was soaking up all of the heat from that tack and causing it to cool too quickly = brittle tack?
I'm also thinking maybe the thermal expansion rates of the cast iron & steel are different enough to cause stress in the vband flange and break that tack? Although I would've thought that they'd both have similar cooling rates...
I tried tacking again but this time with pre & post heating with a butane torch for a couple minutes pre & post tack, it took longer to happen but sure enough the ticking sound started and I got a tack to crack.
Maybe shitty filler rod too? I don't even know the alloy of the rod, it was just generic "mild steel" filler that I picked up in a hurry at the local tool shed.
Did some baking this morning...

Recipe was:
1) Put manifolds in oven and from cold heat up to 450*F, hold for an hour
2) Took one manifold out, welded half the vband, put back in oven, took other manifold out, did half bead too. Went back to first one, finished, put back in oven, finished second one, put back in oven.
3) Let both fully welded manifolds sit in oven for ~15minutes
4) Turned heat down to about 300, let sit for ~15min
5) Turned heat down to about 150 (lowest oven would go), let sit for ~15min
6) Turned oven off, let everything inside cool down until I could touch, took about an hour.
Result:

Used regular ER70S mild steel filler rod, didn't heat with a torch or anything during the breaks between beads, just tried to do as quick as possible... bead quality shows that Also it was awkward as hell trying to change angles for different parts while not resting either hand on the manifold:
Also it was awkward as hell trying to change angles for different parts while not resting either hand on the manifold:

Not once did I hear any pinging sounds, however I was putting in about 100 amps had post flow set to 10 seconds which I think cooled the beads down a bit too much because the end points of two beads had small cracks, but everything else looked fine. Will have to carefully pre & post torch those 2 areas and quickly puddle them to fill the cracks.
-Joe
Recipe was:
1) Put manifolds in oven and from cold heat up to 450*F, hold for an hour
2) Took one manifold out, welded half the vband, put back in oven, took other manifold out, did half bead too. Went back to first one, finished, put back in oven, finished second one, put back in oven.
3) Let both fully welded manifolds sit in oven for ~15minutes
4) Turned heat down to about 300, let sit for ~15min
5) Turned heat down to about 150 (lowest oven would go), let sit for ~15min
6) Turned oven off, let everything inside cool down until I could touch, took about an hour.
Result:
Used regular ER70S mild steel filler rod, didn't heat with a torch or anything during the breaks between beads, just tried to do as quick as possible... bead quality shows that
Also it was awkward as hell trying to change angles for different parts while not resting either hand on the manifold:Not once did I hear any pinging sounds, however I was putting in about 100 amps had post flow set to 10 seconds which I think cooled the beads down a bit too much because the end points of two beads had small cracks, but everything else looked fine. Will have to carefully pre & post torch those 2 areas and quickly puddle them to fill the cracks.
-Joe
The following users liked this post:
Homer_Simpson (05-30-2023)
08-12-2011, 12:46 PM
#79

I was told that stainless has closer expansion properties to cast, so over time stainless should be less prone to cracking.
I recently did a set of the forward facing Monte Carlo SS manifolds. I didn't want to have anything break down the road so I followed all of the advice I could find online and at the local welding store. It seems that people are getting away with welding these manifolds cold, but it's not ideal. It really wasn't that big of a deal to heat them up in a BBQ. I would let it get to 550-600 degrees and weld a few small sections. Then close the lid and let it warm up again. Repeat the process until the weld is complete. Cool-down is also key. I left the lid closed and turned the burners down to low for a half hour, then turned one burner off after another half hour, and finally turned both burners off and left the lid closed. After 4 or 5 hours they were still somewhat toasty, but had cooled enough to take out of the BBQ.
I used a tig and 309 wire. I bought nickel rod too, but the guys at the welding store said only to use that as a last resort as the 309 stainless rod is much stronger.
I recently did a set of the forward facing Monte Carlo SS manifolds. I didn't want to have anything break down the road so I followed all of the advice I could find online and at the local welding store. It seems that people are getting away with welding these manifolds cold, but it's not ideal. It really wasn't that big of a deal to heat them up in a BBQ. I would let it get to 550-600 degrees and weld a few small sections. Then close the lid and let it warm up again. Repeat the process until the weld is complete. Cool-down is also key. I left the lid closed and turned the burners down to low for a half hour, then turned one burner off after another half hour, and finally turned both burners off and left the lid closed. After 4 or 5 hours they were still somewhat toasty, but had cooled enough to take out of the BBQ.
I used a tig and 309 wire. I bought nickel rod too, but the guys at the welding store said only to use that as a last resort as the 309 stainless rod is much stronger.
08-12-2011, 02:23 PM
#80
On The Tree

Join Date: Dec 2004
Posts: 187
Likes: 0
Received 0 Likes
on
0 Posts
I was told that stainless has closer expansion properties to cast, so over time stainless should be less prone to cracking.
I recently did a set of the forward facing Monte Carlo SS manifolds. I didn't want to have anything break down the road so I followed all of the advice I could find online and at the local welding store. It seems that people are getting away with welding these manifolds cold, but it's not ideal. It really wasn't that big of a deal to heat them up in a BBQ. I would let it get to 550-600 degrees and weld a few small sections. Then close the lid and let it warm up again. Repeat the process until the weld is complete. Cool-down is also key. I left the lid closed and turned the burners down to low for a half hour, then turned one burner off after another half hour, and finally turned both burners off and left the lid closed. After 4 or 5 hours they were still somewhat toasty, but had cooled enough to take out of the BBQ.
I used a tig and 309 wire. I bought nickel rod too, but the guys at the welding store said only to use that as a last resort as the 309 stainless rod is much stronger.
I recently did a set of the forward facing Monte Carlo SS manifolds. I didn't want to have anything break down the road so I followed all of the advice I could find online and at the local welding store. It seems that people are getting away with welding these manifolds cold, but it's not ideal. It really wasn't that big of a deal to heat them up in a BBQ. I would let it get to 550-600 degrees and weld a few small sections. Then close the lid and let it warm up again. Repeat the process until the weld is complete. Cool-down is also key. I left the lid closed and turned the burners down to low for a half hour, then turned one burner off after another half hour, and finally turned both burners off and left the lid closed. After 4 or 5 hours they were still somewhat toasty, but had cooled enough to take out of the BBQ.
I used a tig and 309 wire. I bought nickel rod too, but the guys at the welding store said only to use that as a last resort as the 309 stainless rod is much stronger.