
Welding V Bands To Truck Manifolds?

 11-14-2010 | 12:30 AM
11-14-2010 | 12:30 AM
#2
The manifolds are cast iron, so i would say Stick, but that is going to be a bitch and the rods are $$$$$. I have has some success with using a Mig welder at 200 amps and mild steel wire. And as far as i know it is still holding.
11-14-2010 | 11:09 AM
#6

i would spend some time on this, preheat the manifolds first, if you dont, and it cracks, have fun.
mine were tig welded, and look absolutley amazing, he spent 6 hours welding them and he said hey used a special rod. lots of preheating and post heating, he welds cast to mild for living so, i know theyll be fine.

mine were tig welded, and look absolutley amazing, he spent 6 hours welding them and he said hey used a special rod. lots of preheating and post heating, he welds cast to mild for living so, i know theyll be fine.
11-14-2010 | 11:51 AM
#7
I think these manifolds have a lot of steel in them because they seem to take to welding pretty well. A test you can do is to hit them with a grinding wheel. The longer the sparks it throws, the more steel there is in them. If I was going to try and do this, I would clean and prep the cast well and preheat to a few hundred degrees just to relieve stress. I would then use 309 SS tig rod which is designed to weld dissimilar metals. After welding, I'd "peen" (tap lightly) the area with a small ball peen hammer to relive stress. Then allow to cool as slowly as possible. That should get the job done.
Last edited by kbracing96; 11-14-2010 at 05:57 PM.
The following users liked this post:
Homer_Simpson (05-30-2023)
Trending Topics
11-14-2010 | 11:57 AM
#8

I think these manifolds have a lot of steel in them because they seem to take to welding pretty well. A test you can do it hit them with a griding wheel. The longer the sparks it thoughts, the more steel there is in them. If I was going to try and do this, I would clean and prep the cast well and preheat to a few hundred degrees just to relieve stress. I would then use 309 tig rod which is designed to weld dissimilar metals. After welding, I'd "peen" (tap lightly) the area with a small ball peen hammer to relive stress. Then allow to cool as slowly as possible. That should get the job done.
 11-16-2010 | 08:35 AM
11-16-2010 | 08:35 AM
#11
IMO still not a good idea for longevity to use just a weld as a union between cast and mild/SS when it will be supporting weight and have a ton of heat cycles
look into doing something like this if you still want the connivence and leak freeness of a V-band and still have good integrity
atleast what i did
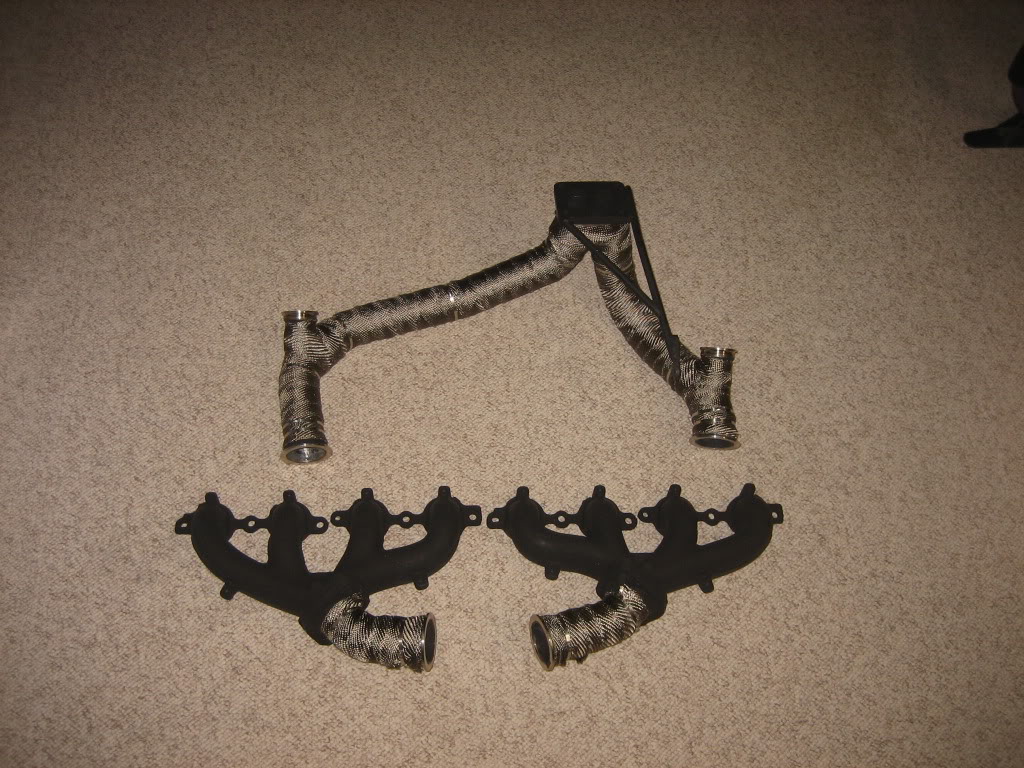

In this way the studs still support the actual union not the weld....... I first tightened the nuts and then tacked the nut and stud from the back so they can not loosen
I then put down a small SS TIG bead between the mild steel flange and the cast manifold flange for sealing purposes only, as the studs are providing the strength of the union
so it is a one piece unit and all
works great
look into doing something like this if you still want the connivence and leak freeness of a V-band and still have good integrity
atleast what i did
In this way the studs still support the actual union not the weld....... I first tightened the nuts and then tacked the nut and stud from the back so they can not loosen
I then put down a small SS TIG bead between the mild steel flange and the cast manifold flange for sealing purposes only, as the studs are providing the strength of the union
so it is a one piece unit and all
works great
11-16-2010 | 09:28 AM
#12

On The Tree
Joined: Dec 2004
Posts: 187
Likes: 0
I think these manifolds have a lot of steel in them because they seem to take to welding pretty well. A test you can do is to hit them with a grinding wheel. The longer the sparks it throws, the more steel there is in them. If I was going to try and do this, I would clean and prep the cast well and preheat to a few hundred degrees just to relieve stress. I would then use 309 SS tig rod which is designed to weld dissimilar metals. After welding, I'd "peen" (tap lightly) the area with a small ball peen hammer to relive stress. Then allow to cool as slowly as possible. That should get the job done.
11-16-2010 | 11:16 AM
#13

I think these manifolds have a lot of steel in them because they seem to take to welding pretty well. A test you can do is to hit them with a grinding wheel. The longer the sparks it throws, the more steel there is in them. If I was going to try and do this, I would clean and prep the cast well and preheat to a few hundred degrees just to relieve stress. I would then use 309 SS tig rod which is designed to weld dissimilar metals. After welding, I'd "peen" (tap lightly) the area with a small ball peen hammer to relive stress. Then allow to cool as slowly as possible. That should get the job done.
11-16-2010 | 11:53 AM
#14
to do it "right" you need to pre heat the cast iron to 300* (don't let the wife know you are using the oven!), Tig or stick weld them with a 55% nickle rod, and then put them back in to oven so that the whole thing is at an even 300* (weld and manifold), then shut the oven off and let it all cool down slowly. The oven will hold the heat longer and aloww it to cool at the same rate. The reason you get cracking is that the cast iron and what ever you weld to it, and the weld all cool at different rates. They also shrink at different rates and that causes the crack. The high nickle content rod makes a softer more flexible joint that will allow for the slight movement variations. Just my $.02
11-16-2010 | 06:42 PM
#15

Staging Lane
Joined: Nov 2006
Posts: 55
Likes: 1
From: Nashville
I did some for a Buick GS with a turbo LQ9 and they turned out great. I cut the manifolds back as far as I could for space, preheated them in the oven as hot as it would go, "buttered" the end of the manifolds with nickel rod, then welded the stainless Vbands to the manifolds with 309 rod. I did a test piece with a chunk of what I cut off the manifold and welded it to a piece of 304 tubing. Then I beat the **** out of it with my biggest hammer and it lived with no cracks. Car has probably 5k miles on it with no problems.
The following users liked this post:
Homer_Simpson (02-23-2024)
11-17-2010 | 12:28 PM
#16
Great advice from everybody on here. Didnt read anything that i would disagree on. me personally, i heat the cast and then weld with just flux cored mig and let it slowly cool down naturally. no problems at all
 11-17-2010 | 05:12 PM
11-17-2010 | 05:12 PM
#18
FormerVendor
Joined: Dec 2001
Posts: 2,444
Likes: 2
From: WWW.SPEEDINC.COM
My Malibu has been good for 2 years now. I welded schedule 40 pipe fittings to a pair of truck manifolds.
"V'd" all pieces, preheated with an oxy-acetylene torch, mig welded, than post heated with torch.


"V'd" all pieces, preheated with an oxy-acetylene torch, mig welded, than post heated with torch.
The following users liked this post:
Homer_Simpson (02-23-2024)
11-17-2010 | 09:30 PM
#19
Wow, great help everyone! I'm going to cut the ends off the manifolds and try to tig some some scrap mild steel tubing to them. I don't have an oven at my shop so I preheat with a torch and use a steel box packed with sand to cool slowly.
11-18-2010 | 01:18 AM
#20
Joined: Aug 2006
Posts: 2,301
Likes: 0
From: gonzales louisiana
ive welded mild steel to a cast iron manifold with my lincoln flux core welder ( with a 75/25 mix added) its held up just fine , i didnt preheat or ping it ......and i would do it again with no worries.i do have some pics also .
