
[VIDEO] Meet my $100,000 friend named PAT
 12-30-2009, 10:42 AM
12-30-2009, 10:42 AM
#1

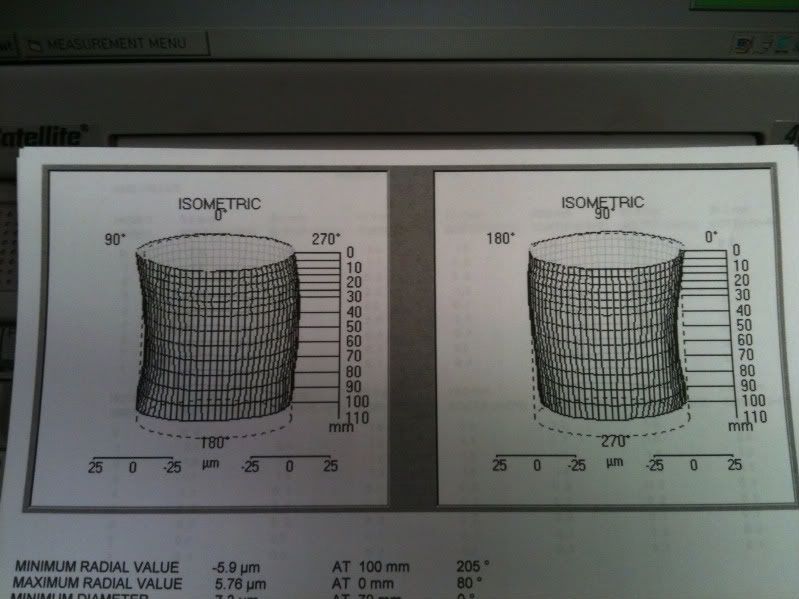
$100,000 PAT incometer measures bore cylindricity of a Katech billet block. The gauge plots the bore geometry out in a 3D model and measures to the micron. Measurement is done at operating temperature using hot oil pumped through deck plates.
http://www.youtube.com/watch?v=N77E135aWCo
Here is the plot of this billet block. Bore cylindricity is very good!
http://www.youtube.com/watch?v=N77E135aWCo
Here is the plot of this billet block. Bore cylindricity is very good!
 12-30-2009, 01:09 PM
12-30-2009, 01:09 PM
#2


Pretty cool but why didn't you use a CMM ? I can measure that cylinder with a million data points + or - .1 micron . Who makes that machine ? Interesting probe head . I'd like to hear more about the build , hot honed billet block is how I'd like to start a build .
12-30-2009, 01:36 PM
#4
Made by PAT Gauge Inc., an affiliate of IBP Messtechnik GmbH
More information will be posted about this particular build when it is ready.
12-30-2009, 02:07 PM
#6
This process was so confidential in 1998 that the hot hone was installed in a separate, locked room. It was one of the keys to winning Le Mans 6 times and all of the other endurance racing success.
12-30-2009, 02:11 PM
#7
The bore is hot honed until a proper bore geometry is achieved. The hot honing process uses the deck plates I talked about in the first post. Hot oil is pumped through the block and the hone is done at operating temperature to better simulate the conditions when the engine is running.
This process was so confidential in 1998 that the hot hone was installed in a separate, locked room. It was one of the keys to winning Le Mans 6 times and all of the other endurance racing success.
This process was so confidential in 1998 that the hot hone was installed in a separate, locked room. It was one of the keys to winning Le Mans 6 times and all of the other endurance racing success.
Trending Topics







 12-30-2009, 06:49 PM
12-30-2009, 06:49 PM
#15
I've had to measure bores cylindricity in relation to another plane and a micron was more than my total tolerance . I'm not sure what kind of CMM you guys looked @ but I can hold .2 micron with a 10' 1/4" shear 60' away chomping stainless . I've seen CMM's that measure down to millionths . I really can't see how that would be more accurate than a CMM but it's still cool while being affordable . I think the unit would be affected by the high temps . Jason needs to cough up the details on this build .
12-30-2009, 07:28 PM
#16
I've had to measure bores cylindricity in relation to another plane and a micron was more than my total tolerance . I'm not sure what kind of CMM you guys looked @ but I can hold .2 micron with a 10' 1/4" shear 60' away chomping stainless . I've seen CMM's that measure down to millionths . I really can't see how that would be more accurate than a CMM but it's still cool while being affordable . I think the unit would be affected by the high temps . Jason needs to cough up the details on this build .